
产品福利
- 可在长距离泵送
- 最常见的基材所需的最小预处理
- 无溶剂和异氰酸酯
- 良好的缺口填充能力
- 耐候性和老化抗性
应用领域
Sikaflex®-953L30适用于粘合暴露于动态应力的大型部件,并且需要达到早期强度的地方。常见的基材是金属,特别是铝(包括阳极氧化),钢(包括磷化,铬酸盐,镀锌),金属引物和涂料涂料(2部件系统),陶瓷材料和塑料。在使用Sikaflex®-953L30易于应力开裂的材料之前,请在原始基板上进行制造商的建议并进行测试。此产品仅适用于经验丰富的专业用户。使用实际衬底和条件的测试必须进行以确保粘附和材料相容性。
包装
Sikaflex®-953 L30
双墨盒 |
490毫升 |
Sikaflex®-953 L30(a)
桶 |
23 L. |
| 鼓 | 195 L. |
Sikaflex®-905(b)
桶 |
23 L. |
产品详情
| 特性 |
|
||||
| 化学基础 | 2组分硅烷封端的聚合物(STP) |
||||
| 颜色(CQP001-1) |
|
||||
| 密度(未固化) | 混合 |
|
|||
| 混合比例 | 答:b by卷 A:B重量 |
10:1 11.7:1 |
|||
| 非落下属性(CQP061-1) | 公平的 |
||||
| 应用温度 | 5─40°C |
||||
| 皮肤时间(CQP019-1) | 40分钟一种 |
||||
| 开放时间(CQP526-1) | 30分钟一种 |
||||
| 固化速度(CQP046-1) | (见表)一种 |
||||
| 收缩(CQP014-1) | 2% |
||||
| 肖氏硬度(CQP023-1 / ISO 7619-1) | 50. |
||||
| 拉伸强度(CQP036-1 / ISO 527) | 2.5 MPA. |
||||
| 突破伸长率(CQP036-1 / ISO 527) | 450% |
||||
| 催泪传播电阻(CQP045-1 / ISO 34) | 10 n / mm |
||||
| 拉伸剪切强度(CQP046-1 / ISO 4587) | 1.5 MPa. |
||||
| 热阻(CQP 513-1) | 1小时 |
160℃ |
|||
| 服务温度(CQP513-1) | -45─90°C |
||||
| 保质期(CQP016-1) | 9个月B. |
||||
| 混合器 | Statomix®MS13-18-g |
CQP =企业质量程序 |
一种)23°C / 50%r。H。 |
b)在5到25°C之间的储存,B组件是霜敏感的 |
固化机制
Sikaflex -953 L30的固化通过两种组分的化学反应进行。
时间[h] |
力量[MPA] |
2 |
0.2 |
4. |
0.6 |
6. |
0.8 |
表1:在23°C / 50%R.H中的圈剪强度(CQP 046-1)。
耐化学性
Sikaflex®-953 L30通常耐淡水,海水,稀释酸和稀释的苛性溶液;暂时抵抗燃料,矿物油,蔬菜和动物脂肪和油脂;不抵抗有机酸,乙醇醇,浓缩的无机酸和腐蚀性溶液或溶剂。
应用
表面处理
表面必须清洁,干燥,没有油脂,油和灰尘。表面处理取决于基材的特殊性,对长期粘合至关重要。所有预处理步骤必须通过考虑组装过程中的特定条件的原始基材上的初步测试来确认所有预处理步骤。
应用
Sikaflex®-953 L30需要使用足够的分配系统进行加工。需要遵守混频器类型(参见表典型产品数据)。
Sikaflex®-953L30可在5°C和40°C之间施加,但必须考虑反应性和应用性能的变化。基材和密封剂的最佳温度在15℃和25℃之间。
为了确保粘合线的均匀厚度,建议以三角形珠子的形式施加粘合剂(参见图1)。
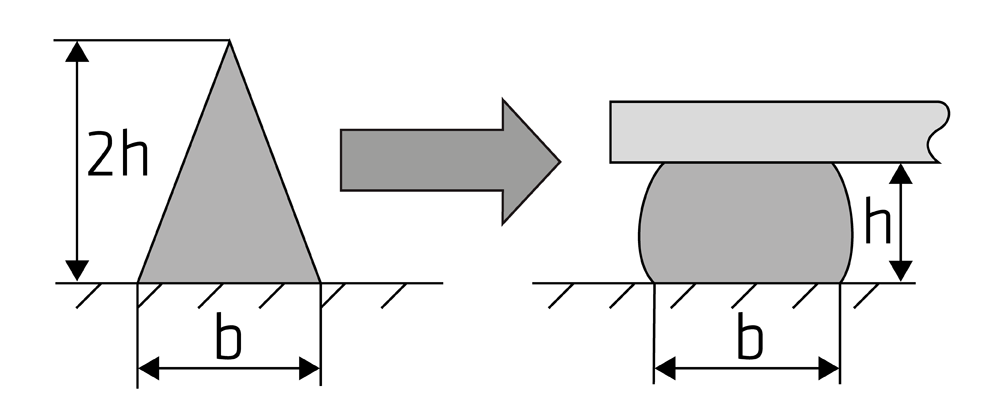
图1:推荐的珠子配置
开放时间在炎热和潮湿的气候中显着缩短。零件必须始终在打开时间内接头。通常,变化+ 10°C的变化将开放时间减少了一半。
Sikaflex®-953L30可以用泵设备加工。有关选择和设置合适泵系统的建议,请与Sika Industry系统工程系联系。
工具和整理
工具和精加工必须在粘合剂的打开时间内进行。我们建议使用SIKA®工具代理N.必须测试润滑剂的其他精加工代理以获得适宜性和相容性。
移动
UNCEDSIKAFLEX®-953L30可以使用Sika®Memover-208或其他合适的溶剂从工具和设备中取出。一旦固化,材料只能机械地移除。必须使用手动擦拭物如Sika®清洁剂-350h或合适的工业手清洁剂和水,立即洗掉手和暴露的皮肤。
不要在皮肤上使用溶剂。
过度普味
Sikaflex®-953 L30可以最好地涂在皮肤形成时间内。如果在密封胶构成皮肤后发生涂漆过程,可以通过用Sika®Aktivator-100或Sika®Aktivator-205在涂漆过程之前将粘合性改善。如果涂料需要烘焙过程(> 80°C),则通过首先使密封剂完全固化来实现最佳性能。必须通过在制造条件下进行初步试验来测试所有涂料。涂料的弹性通常低于密封剂的弹性。这可能导致联合区域的涂料破裂。